- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
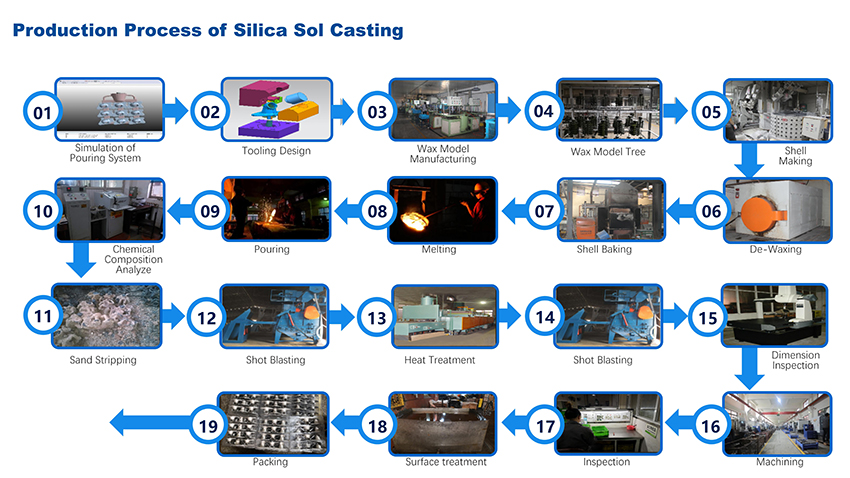
Operační kroky přesného lití křemičitého solu
Provozní proceskřemičitý sol přesné litíse zavádí takto:
1. Zkontrolujte, zda jsou zařízení a nástroje pro regulaci teploty v normálním provozu.
2. Nalijte starou voskovou kapalinu získanou z odparafinovací nádoby do filtrační nádrže a filtru; poté odešlete do stojícího kbelíku 1 a nechte stát 6-8 hodin při teplotě pod 90°C.
3. Po odstavení a vypuštění vysrážené vody nalijte voskovou tekutinu do kbelíku na odstraňování vody.
4. Odstraňte voskovou tekutinu z kbelíku, udržujte ji teplou na 110-120°C a míchejte, aby se odpařila zbývající voda, dokud na povrchu voskové tekutiny nezůstane žádná pěna.
5. Po odstranění vody přefiltrujte voskovou kapalinu přes síto < 60 mesh, poté ji vložte do statického sudu II s teplotou < 90 °C a udržujte ji teplou po dobu více než 12 hodin.
6. Zbytková voda a nečistoty na dně každé nádoby na odstraňování vody a stojící nádoby by měly být pravidelně vypouštěny.
7. Odešlete recyklovanou voskovou kapalinu zpracovanou ve statickém válci II do izolačního válce lisovacího stroje na vosk na trubky materiálu, který má být použit jako hlavní trubice produktu (běžec).
8. Podle výkonu starého voskového materiálu a situace spotřeby vosku se čas od času přidává nový vosk do statického sudu II pro vysoce kvalitní železniční odlitky, obvykle kolem 3%-5%.
Velikost přesného lití křemičitého solu není příliš velká a požadavky na přesnost nejsou příliš vysoké. Hliníkový rám cín-bismut však může být během používání použit jako forma a hmotnost této formy je poměrně velká. Základním důvodem je, že obsahuje vizmut. .
Doba výroby komplexní formy na přesné lití oxidu křemičitého sol je kratší, což do určité míry šetří výrobní náklady. U složitých tenkostěnných odlitků lze za účelem účinného zlepšení prodyšnosti obalu výrobku zřídit větrací otvory, kde je to možné.
Zpracování odlitku oxidu křemičitéholze rozumně nastavit licí systém, který může do určité míry účinně zabránit strhávání licího vzduchu, což je příznivější pro odvod vzduchu v dutině formy. Teplota lití může být během výrobního procesu vhodně zvýšena, aby se minimalizovala velikost licího balení. Vzdálenost mezi tryskou a nalévacím pohárkem.