- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



Investiční lití Silica Sol
Investiční lití Silica Sol
Investiční lití Silica Solje forma investičního lití. Proces je velmi podobný až na to, že zatavovací forma je vyrobena z křemičitého sol zirkonového písku smíchaného se žáruvzdorným práškem. Křemičitý sol zirkonový písek je výjimečně jemnozrnný (10-20 mikronů) a může být při vytváření formy smíchán na kaši s velmi nízkou viskozitou. Výsledkem je metoda odlévání, která poskytuje rozměrově přesné odlitky s vynikající povrchovou úpravou jako odlitek. Rozhodující je, že forma z oxidu křemičitého sol zirkonu odolává teplotám až 2000 °C, což je činí velmi užitečnými při odlévání vysokoteplotních legovaných ocelí a nerezových ocelí.
Proč používatInvestiční lití Silica Sol?
Výhodykřemičitý sol investiční lití:
â Velká všestrannost; vhodné pro odlévání většiny kovů.
â Umožní výrobu velmi složitých odlitků s tenkými stěnami.
â Hladké povrchové úpravy jsou možné bez dělicí čáry, takže obrábění a dokončovací práce jsou omezeny nebo eliminovány.
â Umožňuje místo toho přesné odlévání neobrobitelných dílů.
â Vynikající rozměrová přesnostSilica Sol Process1. Je vyrobena kovová matrice, jejíž dojem je stejný jako v konečné formě.
2.Roztavený vosk se vstříkne do kovové matrice, aby se vytvořil vzor, nechá se ztuhnout a poté se odstraní. Některé složité voskové vzory jsou vyrobeny spojením několika samostatných vzorů dohromady pomocí lepidla.
3. Vosky jsou následně sestaveny na voskový strom, na strom lze nasadit mnoho dílů v závislosti na velikosti, je běžné, že komponenty mají hmotnost v rozmezí 0,1 kg až 50 kg.
4. Strom je poté ponořen do kaše z oxidu křemičitého a zirkonu, aby se pokryl vosk, kaše je výjimečně jemná s nízkou viskozitou, což vede k vynikající povrchové úpravě jako odlévané. Kaše je potažena žáruvzdorným materiálem a proces se několikrát opakuje, dokud se kolem voskového vzoru nevytvoří skořápka.
5. Proces sušení je kritický. Skořápky se musí nechat přirozeně vyschnout při konstantní teplotě, aby se gely silikagelu a žáruvzdorné částice spojily, výsledkem je pevná, vysoce kvalitní forma na skořápky. Voskové stromy se vloží do pecí o teplotě asi 200 stupňů, aby se vosk roztavil.
6. Po odstranění veškerého vosku se stromy zahřejí na více než 1000 stupňů, aby se dokončila příprava na odlévání.
7. Kov se poté nalije do horké formy, což umožní slitině dosáhnout nejtenčích částí formy, než ztuhne.
Proč používatInvestiční lití Silica Sol?
Výhodykřemičitý sol investiční lití:
â Velká všestrannost; vhodné pro odlévání většiny kovů.
â Umožní výrobu velmi složitých odlitků s tenkými stěnami.
â Hladké povrchové úpravy jsou možné bez dělicí čáry, takže obrábění a dokončovací práce jsou omezeny nebo eliminovány.
â Umožňuje místo toho přesné odlévání neobrobitelných dílů.
â Vynikající rozměrová přesnostSilica Sol Process1. Je vyrobena kovová matrice, jejíž dojem je stejný jako v konečné formě.
2.Roztavený vosk se vstříkne do kovové matrice, aby se vytvořil vzor, nechá se ztuhnout a poté se odstraní. Některé složité voskové vzory jsou vyrobeny spojením několika samostatných vzorů dohromady pomocí lepidla.
3. Vosky jsou následně sestaveny na voskový strom, na strom lze nasadit mnoho dílů v závislosti na velikosti, je běžné, že komponenty mají hmotnost v rozmezí 0,1 kg až 50 kg.
4. Strom je poté ponořen do kaše z oxidu křemičitého a zirkonu, aby se pokryl vosk, kaše je výjimečně jemná s nízkou viskozitou, což vede k vynikající povrchové úpravě jako odlévané. Kaše je potažena žáruvzdorným materiálem a proces se několikrát opakuje, dokud se kolem voskového vzoru nevytvoří skořápka.
5. Proces sušení je kritický. Skořápky se musí nechat přirozeně vyschnout při konstantní teplotě, aby se gely silikagelu a žáruvzdorné částice spojily, výsledkem je pevná, vysoce kvalitní forma na skořápky. Voskové stromy se vloží do pecí o teplotě asi 200 stupňů, aby se vosk roztavil.
6. Po odstranění veškerého vosku se stromy zahřejí na více než 1000 stupňů, aby se dokončila příprava na odlévání.
7. Kov se poté nalije do horké formy, což umožní slitině dosáhnout nejtenčích částí formy, než ztuhne.
Odlévání ztracené pěny
Odlévání ztracené pěny
Ztracený pěnový odlitekje druh odlévání modelu odpařováním. Tato metoda je velmi podobná vytavovacímu lití, které při procesu vytváření vzoru používá vosk místo pěny.
Pěnový vzor byl poprvé použit v kovoobrábění v roce 1958. Ačkoli tato technika lití do forem není tak populární jako jiné metody, jako je lití do pískové formy nebo trvalé lití, zachovává si vynikající výhody, zejména při odlévání komplikovaných a přesných forem.
Na rozdíl od tradičních metod, které zahrnují proces vytahování vzoru před odléváním a vyžadující zručnost v kroku odstraňování vzoru, s ohledem na metodu ztracené pěny se vzor odpaří, když se do něj nalévá roztavený kov, což pomáhá snížit tyto faktory.
Theodlitek ztracené pěnyproces

Proces ztracené pěny
Technologie lití ztracené pěny zahrnovala 5 kroků: návrh vzoru; nanášení izolačního nátěru; umístění vzoru do pískové baňky; lití roztaveného kovu; a sbírání odlitků.
Jak se vyrábí vzor ztracené pěny?
Nejprve je navržen vzor z pěnového polystyrenu. Tento typ pěny hraje při této metodě odlévání důležitou roli. Je to dobrý tepelný izolátor a chemická odolnost, umožňuje normální práci při teplotě pod 75 ° C.
V závislosti na obtížnosti a detailech produktu může být pěnový vzor vyroben různými způsoby.
Vytvoření vzoru pro proces ztracené pěny
U vysoce detailních odlévacích vzorů je pěnový vzor částečně vyroben a slepen dohromady. Pro malý objem slévárny často vyrábějí vzory ručně vyřezávanými nebo obráběnými z masivního pěnového bloku. Pokud je vzor dostatečně jednoduchý, lze použít řezačku pěny s horkým drátem.
V případě velkého objemu lze vzor vyrábět sériově postupem podobným vstřikování.
Polystyrenové kuličky jsou vstřikovány do předehřáté hliníkové formy při nízkém tlaku. Poté je aplikována pára, což vede k tomu, že polystyren expanduje více, aby vyplnil prázdnou dutinu a poté vytvořil vzor nebo sekci. Konečný vzor je přibližně 97,5 % vzduchu a 2,5 % polystyrenu.
Proces lití
Jakmile je vzor vytvořen, je potažen izolační barvou, umístěn do baňky a obklopen nespojeným pískem a zhutněn.
vzor je potažen izolační barvou v procesu ztracené pěny
Krycí barva zvyšuje odolnost povrchu formy, chrání před erozí a rozbitím. Kdežto baňka je pro tento způsob navržena vhodně tak, že když se roztavený kov nalévá do formy, plyn vznikající při hoření pěny je zcela odváděn.
Po nalití roztaveného kovu do pěnového vzoru se pěnový vzor vypálí a vytvoří se odlitek.
Metoda ztracené pěny se aplikuje na výrobek z lité oceli
Pěnový vzor byl poprvé použit v kovoobrábění v roce 1958. Ačkoli tato technika lití do forem není tak populární jako jiné metody, jako je lití do pískové formy nebo trvalé lití, zachovává si vynikající výhody, zejména při odlévání komplikovaných a přesných forem.
Na rozdíl od tradičních metod, které zahrnují proces vytahování vzoru před odléváním a vyžadující zručnost v kroku odstraňování vzoru, s ohledem na metodu ztracené pěny se vzor odpaří, když se do něj nalévá roztavený kov, což pomáhá snížit tyto faktory.
Theodlitek ztracené pěnyproces
Proces ztracené pěny
Technologie lití ztracené pěny zahrnovala 5 kroků: návrh vzoru; nanášení izolačního nátěru; umístění vzoru do pískové baňky; lití roztaveného kovu; a sbírání odlitků.
Jak se vyrábí vzor ztracené pěny?
Nejprve je navržen vzor z pěnového polystyrenu. Tento typ pěny hraje při této metodě odlévání důležitou roli. Je to dobrý tepelný izolátor a chemická odolnost, umožňuje normální práci při teplotě pod 75 ° C.
V závislosti na obtížnosti a detailech produktu může být pěnový vzor vyroben různými způsoby.
Vytvoření vzoru pro proces ztracené pěny
U vysoce detailních odlévacích vzorů je pěnový vzor částečně vyroben a slepen dohromady. Pro malý objem slévárny často vyrábějí vzory ručně vyřezávanými nebo obráběnými z masivního pěnového bloku. Pokud je vzor dostatečně jednoduchý, lze použít řezačku pěny s horkým drátem.
V případě velkého objemu lze vzor vyrábět sériově postupem podobným vstřikování.
Polystyrenové kuličky jsou vstřikovány do předehřáté hliníkové formy při nízkém tlaku. Poté je aplikována pára, což vede k tomu, že polystyren expanduje více, aby vyplnil prázdnou dutinu a poté vytvořil vzor nebo sekci. Konečný vzor je přibližně 97,5 % vzduchu a 2,5 % polystyrenu.
Proces lití
Jakmile je vzor vytvořen, je potažen izolační barvou, umístěn do baňky a obklopen nespojeným pískem a zhutněn.
vzor je potažen izolační barvou v procesu ztracené pěny
Krycí barva zvyšuje odolnost povrchu formy, chrání před erozí a rozbitím. Kdežto baňka je pro tento způsob navržena vhodně tak, že když se roztavený kov nalévá do formy, plyn vznikající při hoření pěny je zcela odváděn.
Po nalití roztaveného kovu do pěnového vzoru se pěnový vzor vypálí a vytvoří se odlitek.
Metoda ztracené pěny se aplikuje na výrobek z lité oceli
Odlévání skořepinových forem
Odlévání skořepinových forem
Odlévání skořepinové formyIngje proces odlévání kovů podobný odlévání do písku, přičemž roztavený kov se nalévá do spotřební formy. Při odlévání skořepinových forem je však forma tenkostěnná skořepina vytvořená nanesením směsi písku a pryskyřice kolem vzoru. Vzor, kovový kus ve tvaru požadovaného dílu, je znovu použit k vytvoření více skořepinových forem. Opakovaně použitelný vzor umožňuje vyšší rychlost výroby, zatímco jednorázové formy umožňují odlévání složitých geometrií. Odlévání skořepinových forem vyžaduje použití kovového modelu, pece, směsi písku a pryskyřice, vyklápěcí krabice a roztaveného kovu.
Odlévání skořepinových foremumožňuje použití železných i neželezných kovů, nejčastěji se používá litina, uhlíková ocel, legovaná ocel, nerezová ocel, slitiny hliníku a slitiny mědi. Typické díly jsou malé až střední velikosti a vyžadují vysokou přesnost, jako jsou skříně převodů, hlavy válců, ojnice a ramena páky.
Theodlévání skořepinových foremproces se skládá z následujících kroků:
1.Vytvoření vzoru - Vytvoří se dvoudílný kovový vzor ve tvaru požadovaného dílu, typicky ze železa nebo oceli. Někdy se používají jiné materiály, jako je hliník pro malosériovou výrobu nebo grafit pro odlévání reaktivních materiálů.
2. Tvorba formy - Nejprve se každá polovina vzoru zahřeje na 175-370 °C (350-700 °F) a pokryje se lubrikantem, aby se usnadnilo odstranění. Dále se vyhřívaný vzor upne na vyklápěcí krabici, která obsahuje směs písku a pryskyřičného pojiva. Násypka je obrácená, což umožňuje této směsi písku a pryskyřice pokrýt vzor. Zahřátý vzor částečně vytvrdí směs, která nyní kolem vzoru vytvoří skořápku. Každá polovina vzoru a obklopující skořepina jsou vytvrzeny do konce v peci a poté je skořepina vyhozena ze vzoru.
3. Sestavení formy - Dvě poloviny skořepiny jsou spojeny dohromady a bezpečně upnuty, aby vytvořily kompletní formu skořepiny. Pokud jsou vyžadována nějaká jádra, vloží se před uzavřením formy. Skořepinová forma se potom umístí do baňky a podepře se podkladovým materiálem.
4. Nalévání - Forma je bezpečně upnuta k sobě, zatímco roztavený kov se nalévá z pánve do vtokového systému a vyplňuje dutinu formy.
5.Chlazení - Po naplnění formy se roztavený kov nechá vychladnout a ztuhnout do tvaru finálního odlitku.
6.Vyjmutí odlitku - Po vychladnutí roztaveného kovu lze formu rozbít a odlitek odstranit. Procesy ořezávání a čištění jsou nutné k odstranění veškerého přebytečného kovu z podávacího systému a veškerého písku z formy.


Odlévání skořepinových foremumožňuje použití železných i neželezných kovů, nejčastěji se používá litina, uhlíková ocel, legovaná ocel, nerezová ocel, slitiny hliníku a slitiny mědi. Typické díly jsou malé až střední velikosti a vyžadují vysokou přesnost, jako jsou skříně převodů, hlavy válců, ojnice a ramena páky.
Theodlévání skořepinových foremproces se skládá z následujících kroků:
1.Vytvoření vzoru - Vytvoří se dvoudílný kovový vzor ve tvaru požadovaného dílu, typicky ze železa nebo oceli. Někdy se používají jiné materiály, jako je hliník pro malosériovou výrobu nebo grafit pro odlévání reaktivních materiálů.
2. Tvorba formy - Nejprve se každá polovina vzoru zahřeje na 175-370 °C (350-700 °F) a pokryje se lubrikantem, aby se usnadnilo odstranění. Dále se vyhřívaný vzor upne na vyklápěcí krabici, která obsahuje směs písku a pryskyřičného pojiva. Násypka je obrácená, což umožňuje této směsi písku a pryskyřice pokrýt vzor. Zahřátý vzor částečně vytvrdí směs, která nyní kolem vzoru vytvoří skořápku. Každá polovina vzoru a obklopující skořepina jsou vytvrzeny do konce v peci a poté je skořepina vyhozena ze vzoru.
3. Sestavení formy - Dvě poloviny skořepiny jsou spojeny dohromady a bezpečně upnuty, aby vytvořily kompletní formu skořepiny. Pokud jsou vyžadována nějaká jádra, vloží se před uzavřením formy. Skořepinová forma se potom umístí do baňky a podepře se podkladovým materiálem.
4. Nalévání - Forma je bezpečně upnuta k sobě, zatímco roztavený kov se nalévá z pánve do vtokového systému a vyplňuje dutinu formy.
5.Chlazení - Po naplnění formy se roztavený kov nechá vychladnout a ztuhnout do tvaru finálního odlitku.
6.Vyjmutí odlitku - Po vychladnutí roztaveného kovu lze formu rozbít a odlitek odstranit. Procesy ořezávání a čištění jsou nutné k odstranění veškerého přebytečného kovu z podávacího systému a veškerého písku z formy.
Investiční lití vodního skla
Investiční lití vodního skla
Vodní sklo Investiční litíje velmi podobný vytavovacímu lití (tj. metodě ztraceného vosku), ale je zvláště vhodný pro větší odlitky a jeho výroba je levnější. Tento proces poskytuje mnohem lepší povrchovou úpravu a rozměrovou přesnost, než je tomu při lití do písku, a lze dosáhnout složitějších tvarů. Kromě ocelí je možné touto metodou odlévat i alternativní materiály, jako je železo a SG železo.
Rozdíl mezi metodou ztraceného vosku a litím vodního skla je jednoduše způsob odstranění vosku z keramické formy:
· Zatavovací lití používá k roztavení vosku vysokoteplotní autoklávy, přičemž:-
· Při odlévání vodního skla se formy ponoří do horké vody, aby se odstranil vosk. Vosk se pak odtaví z forem a plave na hladině vody. To pak umožňuje jeho sejmutí a opětovné použití pro účely výroby vosku.
To samozřejmě také poskytuje výhody pro životní prostředí a vosk je zcela recyklovatelný.
Společnost Lester-cast je schopna nabídnout možnost vodního skla prostřednictvím své partnerské společnosti v Číně, která má bohaté zkušenosti s výrobou komponentů pomocí tohoto procesu.
Abychom to shrnuli, proces vodního skla nabízí:
· Lepší povrchová úprava než lití do písku.
· Větší rozměrová přesnost než lití do písku.
· Dosáhněte složitějších částí.
· Větší díly než tradiční metoda vytavitelného lití.
· Levnější než investiční lití.
· Větší výběr kovů.
· Ekologické výhody.
Odlévání vodního skla je proces odlévání na vytavitelný model, při kterém se vodní sklo přidává do formovacích hmot v poměru a poté se míchá a míchá po dobu 6-8 minut, poté se mele na „písek pojený křemičitanem sodným“. Potom se písek vloží do formovacích boxů, do kterých byl CO2 hodně vháněn. CO2 spouští chemickou reakci s vodním sklem ze silikagelu, který vytvrzuje písek vázaný křemičitanem sodným.
Proč si pro své přizpůsobené díly vybrat odlévání vodního skla?
Odlévání dílů z vodního skla je nákladově nejefektivnějším procesem odlévání s krátkými cykly výroby skořepin, což vám pomáhá výrazně snížit náklady.
Ve srovnání s díly odlévanými ze solu oxidu křemičitého mají součásti odlévání vodního skla velkou drsnost povrchu a nízkou rozměrovou přesnost.
Kvalita povrchu odlitků z vytavitelného vodního skla je špatná, proto se používá hlavně pro odlitky z uhlíkové oceli a nízkolegované oceli. A přesné odlévání křemičitého solu se používá hlavně pro výrobky z vysoce legované oceli a nerezové oceli.
Použití: Čínské odlitky z vodního skla jsou široce používány ve všech druzích strojů, jako jsou odlitky pro automobily, odlévání strojírenských strojů, části zemědělských odlitků, součásti odlévání motorů, odlévané části výtahů, důlní díly, součásti odlévacích strojů pro zemní stroje, odlévací části stavebních strojů, odlévání lodí a lodí, armatury čerpadel, odlitky hydraulických válců, náhradní díly odlitků ventilů a různé kovové odlitky.
Rozdíl mezi metodou ztraceného vosku a litím vodního skla je jednoduše způsob odstranění vosku z keramické formy:
· Zatavovací lití používá k roztavení vosku vysokoteplotní autoklávy, přičemž:-
· Při odlévání vodního skla se formy ponoří do horké vody, aby se odstranil vosk. Vosk se pak odtaví z forem a plave na hladině vody. To pak umožňuje jeho sejmutí a opětovné použití pro účely výroby vosku.
To samozřejmě také poskytuje výhody pro životní prostředí a vosk je zcela recyklovatelný.
Společnost Lester-cast je schopna nabídnout možnost vodního skla prostřednictvím své partnerské společnosti v Číně, která má bohaté zkušenosti s výrobou komponentů pomocí tohoto procesu.
Abychom to shrnuli, proces vodního skla nabízí:
· Lepší povrchová úprava než lití do písku.
· Větší rozměrová přesnost než lití do písku.
· Dosáhněte složitějších částí.
· Větší díly než tradiční metoda vytavitelného lití.
· Levnější než investiční lití.
· Větší výběr kovů.
· Ekologické výhody.
Odlévání vodního skla je proces odlévání na vytavitelný model, při kterém se vodní sklo přidává do formovacích hmot v poměru a poté se míchá a míchá po dobu 6-8 minut, poté se mele na „písek pojený křemičitanem sodným“. Potom se písek vloží do formovacích boxů, do kterých byl CO2 hodně vháněn. CO2 spouští chemickou reakci s vodním sklem ze silikagelu, který vytvrzuje písek vázaný křemičitanem sodným.
Proč si pro své přizpůsobené díly vybrat odlévání vodního skla?
Odlévání dílů z vodního skla je nákladově nejefektivnějším procesem odlévání s krátkými cykly výroby skořepin, což vám pomáhá výrazně snížit náklady.
Ve srovnání s díly odlévanými ze solu oxidu křemičitého mají součásti odlévání vodního skla velkou drsnost povrchu a nízkou rozměrovou přesnost.
Kvalita povrchu odlitků z vytavitelného vodního skla je špatná, proto se používá hlavně pro odlitky z uhlíkové oceli a nízkolegované oceli. A přesné odlévání křemičitého solu se používá hlavně pro výrobky z vysoce legované oceli a nerezové oceli.
Použití: Čínské odlitky z vodního skla jsou široce používány ve všech druzích strojů, jako jsou odlitky pro automobily, odlévání strojírenských strojů, části zemědělských odlitků, součásti odlévání motorů, odlévané části výtahů, důlní díly, součásti odlévacích strojů pro zemní stroje, odlévací části stavebních strojů, odlévání lodí a lodí, armatury čerpadel, odlitky hydraulických válců, náhradní díly odlitků ventilů a různé kovové odlitky.
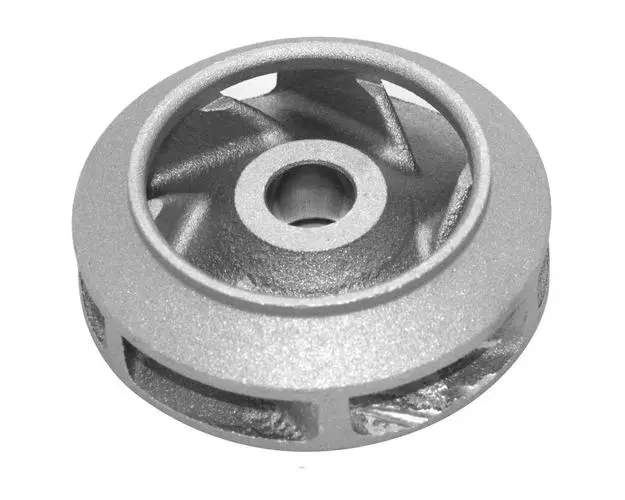
představované výrobky
Slitina oceli Silica Sol Investment Auto Casting
Tlumiče pro investiční lití z legované oceli Silica Sol
Forma na lití z nerezové oceli Silica Sol
Forma z nerezové oceli Silica Sol Investiční lití
Nerezová ocel Silica Sol investiční odlitek pro pouzdro nápravy
Odlitek z tvárné litiny Silica Sol pro automobilové brzdy
Nerezová ocel Silica Sol investiční lití
Odlitek z uhlíkové oceli Silica Sol pro mechanicky připojené díly








O nás
o
nás
Ningbo Zhiye Mechanical Components Co., Ltd.It se nachází v průmyslové zóně Xiachen, město Chunhu, okres Fenghua, město Ningbo, které je známé svými přesnými odlitky v Číně. Je podřízeno skupině Ningbo Huashen, která má celkem 5 společností .S více než 900 zaměstnanci a roční výrobní produkce je více než 3 000 tun. Hlavní obchodní rozsahy jsouZatavovací lití Silica Sol, lití do vodního skla, lití do ztracené pěny, lití do skořepinových forem a kompozitní lití do ztraceného vosku.Byla to slavná dodávka přesných odlitků v Číně.
-

CENA

CENA
Poskytněte vám vysoce kvalitní produkty a nabídněte nejkonkurenceschopnější ceny.
Zobrazit podrobnosti -

OEM/ODM

OEM/ODM
OEM / ODM objednávky jsou vítány, snažíme se vyhovět všem vašim potřebám.
Zobrazit podrobnosti -

KVALITNÍ

KVALITNÍ
Zaměřte se na kvalitu produktu, míru kontroly kvality produktu 100%.
Zobrazit podrobnosti -

DODÁVKA

DODÁVKA
Systém záruky rychlého dodavatelského řetězce zajišťuje přesnou dodací lhůtu.
Zobrazit podrobnosti -

SERVIS

SERVIS
Zákazníci odpovídají do 24 hodin, aby vám pomohli vyřešit jakýkoli problém s produktem.
Zobrazit podrobnosti
Nové produkty





Zprávy

Jaké jsou výkonové charakteristiky přesných odlitků?
Maximální délka přesných odlitků je 700 mm, snadno vyrobitelná délka je menší než 200 mm a maximální hmotnost je asi 100 kg, obvykle méně než 10 kg.
Přečtěte si více

Proč je lití ztracené pěny drahé?
Odlévání ztracené pěny, také známé jako odlévání s odpařováním, je složitý a specializovaný proces odlévání, který zahrnuje vytvoření pěnového vzoru požadovaného kovového dílu, jeho potažení žáruvzdorným materiálem a následné nalití roztaveného kovu do formy. I když nabízí několik výhod, jako jsou složité tvary a jemné detaily, existuje několik důvodů, proč může být lití ztracené pěny relativně drahé:
Přečtěte si více

Kdy použít investiční lití v automobilovém průmyslu
Investiční lití je všestranný výrobní proces, který lze použít v různých aplikacích v automobilovém průmyslu. Nabízí několik výhod, díky kterým je vhodný pro konkrétní komponenty a scénáře. Zde jsou některé situace, kdy se investiční lití běžně používá v automobilovém průmyslu:
Přečtěte si více

Srovnání nerezové oceli a hliníku při investičním lití
Nerezová ocel a hliník jsou oba běžně používané materiály při vytavitelném lití, což je přesný výrobní proces, který zahrnuje vytváření složitých tvarů litím roztaveného kovu do keramické formy. Každý materiál má svou vlastní sadu výhod a omezení při odlévání. Zde je srovnání mezi nerezovou ocelí a hliníkem ve vytavitelném lití:
Přečtěte si více

Řešení pro zlepšení inovačních schopností investičních talentů
V současné době je technologie stále největším problémem průmyslu investičního lití v naší zemi. Přestože si vždy získáváme dobrou pověst od zahraničních specialistů na investiční lití, stále existuje určitý špatný vliv na nedostatek technologií. Pokud tedy chceme rozšířit trh investičního lití „Musíme zlepšit inovační schopnosti talentů.
Přečtěte si více
Průmysl investičních odlévacích forem
S rozvojem domácího průmyslu investičního lití a průmyslu forem se rychle vyvíjejí související zařízení, jako je vertikální a portálové obráběcí centrum, CNC soustruh, což výrazně zlepšuje přesnost a hloubku průmyslu investičního lití.
Přečtěte si více